


News





Sintering of ceramics -- mechanism and method of sintering
Sintering is an important process in powder metallurgy, ceramics and refractory materials. Sintering is generally the powder or powder crushed by the action of heat (generally heated to a temperature lower than the melting point of the matrix component) molecules or atoms in the solid state of mutual attraction, through the migration of materials to produce strength of the powder and lead to densification and recrystallization process, its microstructure is composed of crystals, vitreous body and pores.
The sintering process directly affects the microstructure of the material, including grain size and distribution, pore size and distribution and grain boundary volume fraction. The description of sintering mechanism can be summarized into two aspects: plastic deformation mechanism and diffusion mechanism.
In the real sintering process is quite complex, can be considered from 3 aspects:
(1) Powder: particle size, particle size distribution, particle shape, pores inside particles, degree of agglomeration, chemical component identity, ability to absorb and dissolve gas, impurity content and reaction performance.
(2) Pressure contact: packing density, porosity distribution, porosity size distribution, particle formation effect and crystallization degree.
(3) Sintering: the influence of temperature, temperature gradient, temperature cycle, atmosphere, second phase solid, liquid phase on sintering activity and pressure.
Sintering is traditionally considered to consist of three stages:
(1) Initial sintering stage. The initial stage of sintering generally refers to the stage where the shape of particles and voids does not change significantly and the line shrinkage rate is less than 6%. The contact part of the sintered material is transformed into a crystal bond and forms a sintered neck. Through surface diffusion and evaporation-condensation, material migration occurs, and volume diffusion and grain boundary diffusion are realized at the same time, so that the particle centers are gradually close to each other. Because the surface diffusion and evaporation-condensation process is only the transmission of materials, there are many pores in the material, and the grain boundary is in a state of low energy, so the grains will not grow, so the initial shrinkage of sintering is relatively small. However, the strength and other properties of the sintered body are significantly increased due to the increase of the particle contact surface. If there is a liquid phase, at this stage, the particles will be redistributed and arranged more dense due to the production of liquid phase at high temperature. At this time, the shape and size of the particles directly affect the accumulation state and mutual contact between the particles, and ultimately affect the sintering performance. Although the initial sintering design generally assumed that two equal diameter balls or balls and planes were used as models at the initial stage of sintering, and then the neck growth rate of a contact point was used to approximate the sintering kinetic relationship of the whole formed body, the original spherical particles would be deformed as sintering continued, so the two-ball model was not applicable in the sintering process or later stage. Instead, other forms of models should be used.
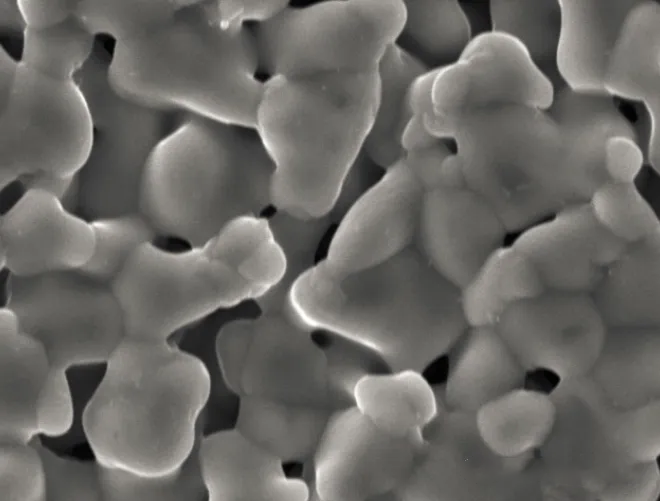
(2)Intermediate sintering stage. When entering the middle stage of sintering, the neck will further grow, the void will further deform and shrink the coherent pores between the particles through grain boundary diffusion and volume diffusion, and the materials on the surface of the pores migrate from the surface with small radius of curvature to the surface with large radius of curvature through surface diffusion and evaporation-condensation, forming a single porosity as shown in the figure. The surface of the material is an open porosity, and the interior is an isolated closed porosity, and the grain boundary is formed at the same time, which begins the process of grain growth, and the density and strength are significantly increased, and the relative density of the material can reach 90% to 95% in the middle of sintering. If it is phase sintering, then at this stage the fine particles and the raised part of the surface of the solid particles will dissolve in the liquid phase and precipitate on the surface of the coarse particles.
(3) Sintering stage. At the later stage of sintering, most of the voids have become isolated closed pores, and the pores in the grain boundary tend to balance through the surface tension and grain boundary tension of the pores, and the closed pores shrink into similar spheres and the number of pores is greatly reduced. Through volume diffusion, the internal grains begin to grow slowly and evenly, and the movement of stomata pushes the stomata to densification along the grain boundary channel, but a small number of closed stomata remain. No matter what stage of sintering, it will cause the shrinkage of the macro size and increase the density, so the shrinkage rate or density value is usually used to measure the degree of sintering. In the sintering process, the power of material transfer and migration to achieve the densification process is mainly provided by the surface energy of the particles. The surface energy of the system is determined by surface tension, particle size, bump and other factors. Material migration during sintering leads to densification and grain growth. When the temperature increases, the mobility of the material increases, and the grain growth is easier. The formation of grains begins with the contact growth of particles, and when the grain boundary is formed in the neck area and the width grows to the size of the small particles, the grain boundary will be more quickly swept over the small particles, and the two particles form a grain. The ideal microstructure is to control the grain as small and uniform as possible, exclude the porosity of the defect and close to the theoretical density, there is no residual stress, therefore, the low temperature sintering of ceramic materials has attracted increasing attention. In addition, the grain growth is also related to the size of the grain, the average particle size of the small particle shrinkage becomes smaller, and the large particle will merge it becomes larger, there is a free energy difference AG on both sides of the curved grain boundary around the large particle, therefore, the grain boundary migrates to the center of curvature, and the particle growth.
With the development of powder preparation technology, the appearance of high-purity and ultra-fine powders, the properties of particle surface adsorption of gas and charging are more complicated. For example, when the ultra-fine powder below 1 micron is used in engineering ceramics, due to the great driving force, the particles accumulate and grow from the beginning of sintering, and there is obviously no initial stage of sintering proposed by Coble et al. With the emergence of nanotechnology and new rapid sintering technologies such as plasma heating, plasma induced heating, laser pulse, induction heating, electric discharge heating and microwave sintering, it is necessary to further study and develop the theory of active surface generation based on rapid and relatively balanced heating rate and the sintering mechanism and theory of nano-powders.
Fountyl Technologies PTE Ltd, is focusing on semiconductor manufacturing industry, main products include: Pin chuck, porous ceramic chuck, ceramic end effector, ceramic square beam, ceramic spindle, welcome to contact and negotiation!